热轧带钢卷取机
实际工况
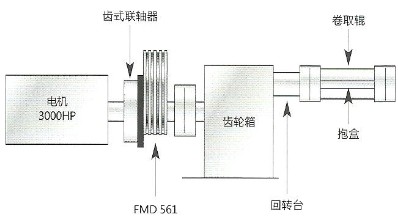
从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,卷取机在工作时,各个工作机构之间有严格的相对速度和位置关系。实际带钢卷取过程中由于各种原因的存在经常会出现卡钢现象。
存在的问题
当出现卡钢现象是卷取辊会出现瞬间的卡滞,因卡滞而产生的冲击载荷会损坏驱动齿轮箱以及其它传动部件。
解决办法
在驱动电机和齿轮箱之间安装PTTECH的FMD561摩擦限距器吸收卡滞出现时的冲击载荷。在卡滞过程中限距器保持恒定持续的设定输出扭矩直至卡滞消失或电机停机保护。
卷板平整机
实际工况
卷板在纵切或横切成需要的规格前必须经平整机平整。平整机的驱动齿轮箱具有一个输入、多个输出的结构,每个输出轴驱动一个上辊轮或下辊轮。各输出轴通过齿轮箱内部相互啮合的齿轮保证转速的同步性。
存在的问题
如果因某种原因导致其中任何一个辊轮受到比它的相对辊轮更大的外负载,则该辊轮将承受更大的瞬间载荷,导致齿轮箱内部个输出轴轴间扭矩分配失衡,这将容易导致齿轮箱的损坏。
解决办法
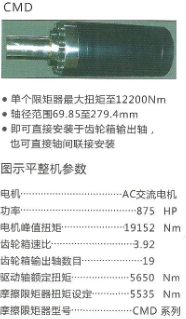
在各个辊轮和齿轮箱输出口之间安装PTTECH的CMD摩擦限距器,将限距器的安全扭矩设定在输出轴和齿轮箱的极限扭矩之下。当任意两个货几个输 出轴之间出现不均衡扭矩时,失衡轴上的摩擦限矩器自动滑动保持恒定的扭矩输出,保证每个输出轴上仍然具有均衡的扭矩分配。
